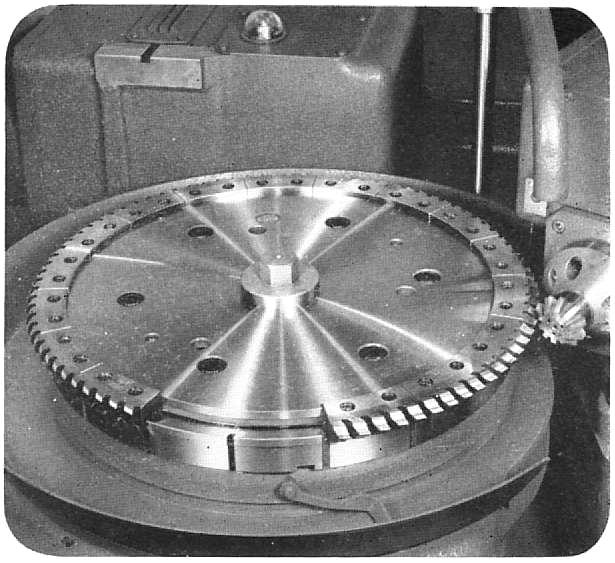
REVACYCLE MACHINEONE of the outstanding developments that we wish to emphasize is the Revacycle Process as applied to automotive differentials. This process is a method of completely generating straight bevel gear teeth in one cut from the solid metal in passenger car differentials and similar gears. A large diameter, disc-type cutter is employed (as seen in illustration No. 18). Each blade has two concave cutting edges, which produce convex profiles on the gear teeth. Each blade is relief ground so that it cuts the same shape after sharpening, which is effected by grinding the front face only. Illustration No. 18
The Revacycle cutter is mounted to rotate in a horizontal plane and turns continuously at a uniform rate. During the cutting operation, the blank is held stationary, while the cutter is moved by means of a cam in a straight line across the face of the gear or pinion. The desired tooth shape is produced by the combined effect of the rotating and translating motion of the cutter and the design of the cutter blades. There is no depthwise feed of the cutter into the work. The cutter contains three kinds of blades -- roughing, semi-finishing, and finishing (Illustration No. 19). Illustration No. 19
The very fast removal of stock by the roughing blades is made possible by the fact that these blades cut on the ends rather than on the sides and extend for the full width of the slot at the depths where they are cutting, acting very much like the successive blades of a broach. (See illustration No. 20). Illustration No. 20
When the tooth space is roughly formed by the roughing and semi-finishing blades, the translating movement of the cutter is reversed, and the cutter is moved at a uniform rate back to its starting position, during which movement both sides of the space are finish cut. The shape of the blades varies, each blade being suited to the position on the tooth at which it operates. By this method, the proper form of the bevel gear tooth is produced, both with regard to the tapering width and the changing profile curvature. Slight modifications in the cutter result in producing straight bevel gears with localized tooth bearing, or as we have named them, "CONIFLEX GEARS," as seen in illustration No. 21. Illustration No. 21
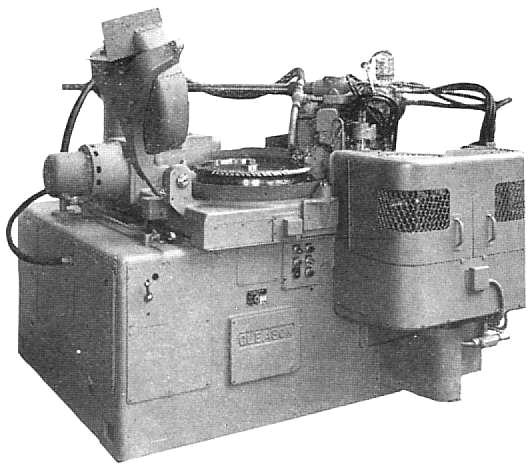
After the last blade has passed through the slot, there is a gap in the cutter in which the blank is indexed for the next tooth. The cutter does not stop until the gear or pinion is completed. Revacycle-cut gears are not individually interchangeable with gears generated on the Gleason Two-Tool Generators and must be substituted in sets. Likewise, the gear blanks must be designed for the Revacycle Process; but in most cases, the same mountings can be used. A typical differential set mounted on a tester is shown in the illustration. The No. 8 Revacycle Completing Machine (Illustration No. 22) is our latest equipment for producing Revacycle "CONIFLEX" differentials and incorporates the fastest means ever developed for producing such gears. An average passenger car differential gear having sixteen teeth can be produced at the rate of sixty-seven per hour. For mass production the machine is equipped with an Automatic Loader for placing and removing gears or pinions, as seen in the illustration of the Revacycle (Illustration No. 22). Illustration No. 22
|